
Why Does 3D Printer Speed Vary So Much Between FDM and SLA?
When manufacturers compare industrial 3D printing technologies, one of the first questions is usually about speed. On paper, some machines seem much faster than others. In practice, however, print speed is not determined by motor power alone. It depends on how each technology builds a layer, how the material behaves during the process, and how much work is still required after the print is finished.
That is why FDM and SLA often show very different production speeds in real applications. FDM builds a part by extruding melted material through a nozzle and tracing every path physically. SLA cures liquid resin with light, often exposing an entire layer at one time. Because the two processes are fundamentally different, their speed profiles are different as well.
For industrial users, the better question is not simply, “Which one is faster?” It is, “Which technology gives me the best total production efficiency for this part, this material, and this level of quality?”
What Slows Down FDM Printing?
FDM can be highly effective for large parts, functional prototypes, and cost-sensitive production work. But its speed is limited by a few physical realities.
First, the nozzle must travel through every contour, infill path, and wall line of the part. The more geometry the machine has to draw, the more print time increases. Unlike light-based systems, FDM cannot form an entire layer in one exposure.
Second, extrusion rate matters. Even if the motion system can move faster, the hot end still needs enough time to melt and push material consistently. If the machine is forced beyond a stable flow rate, print quality drops and layer bonding can become unreliable.
Third, cooling behavior affects usable speed. Thermoplastics need time to settle and solidify. If the next layer is placed too quickly, warping, sagging, or poor surface quality can appear, especially on smaller features or with higher-temperature materials.
Finally, acceleration and travel behavior also matter. Every start, stop, direction change, retraction, and repositioning movement adds time. On complex parts, these small delays accumulate quickly and become a meaningful part of the total print cycle.
Why Can SLA Feel Faster?
SLA often appears faster because it forms layers in a very different way. Instead of drawing each toolpath with a nozzle, the machine cures photopolymer resin using light.
In many modern SLA systems, an entire layer can be exposed in one flash. That means layer time is often less dependent on how complex the 2D shape is. A layer with multiple small features may take almost the same exposure time as a simpler layer of similar size.
SLA also avoids some of the mechanical limits that slow FDM down. There is no need to drive a heavy print head across every contour while continuously controlling extrusion flow. That helps SLA maintain fine detail without relying on the same kind of motion-based deposition process.
However, SLA is not automatically faster in every real-world job. Resin settling time, peel forces, platform movement, washing, and post-curing all affect total throughput. So while SLA may 
How Do Materials Influence Printing Speed?
Material choice has a major effect on how fast a job can run, regardless of machine type.
In FDM, different thermoplastics behave differently under heat. Some materials melt and flow easily, while others require more thermal control and slower processing to maintain stability and strength. Higher-performance materials may reduce the practical speed of the job even if the machine itself is capable of moving faster.
In SLA, resin viscosity affects how quickly the liquid can re-level between layers. Thicker resins usually need more settling time, which slows the process. Resin chemistry also influences curing behavior, surface quality, and support stability during long prints.
This is why advertised speed should never be treated as a universal number. Real productivity depends on the combination of machine, material, geometry, and quality target.

What Matters More in Industry: Print Speed or Total Throughput?
In industrial production, speed should be measured as total workflow efficiency, not just the time shown on the printer screen.
For example, FDM may be slower when producing a highly detailed part, but it can still be the better choice for large-format prototypes, tooling, or low-cost functional models. Material cost is lower, the process is familiar to many shops, and large parts can often be produced economically.
SLA, on the other hand, is often stronger in fine-detail applications, smooth surface requirements, and small-to-medium parts with complex geometry. In those cases, faster layer formation and reduced finishing work can improve actual delivery time.
So the real comparison is not simply FDM versus SLA in abstract terms. It is about which process gets the part completed, finished, and ready for use with the best balance of time, cost, and quality.
When Does Large-Scale Pellet 3D Printing Make More Sense?
For large molds, patterns, and industrial tooling, the better comparison may not be FDM versus SLA at all. In many heavy-duty applications, pellet-based 3D printing is a more practical answer.
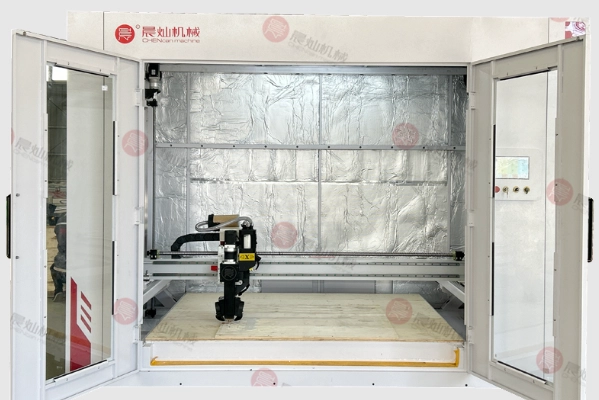
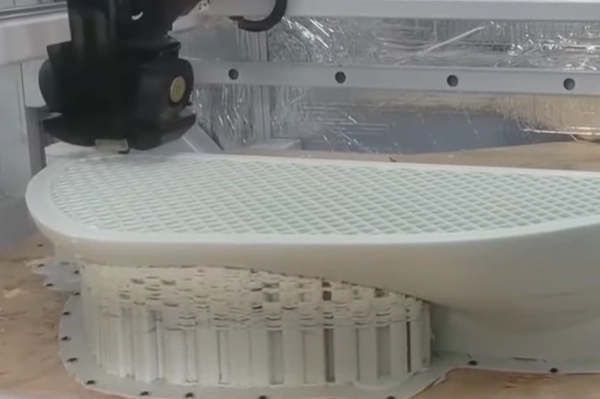
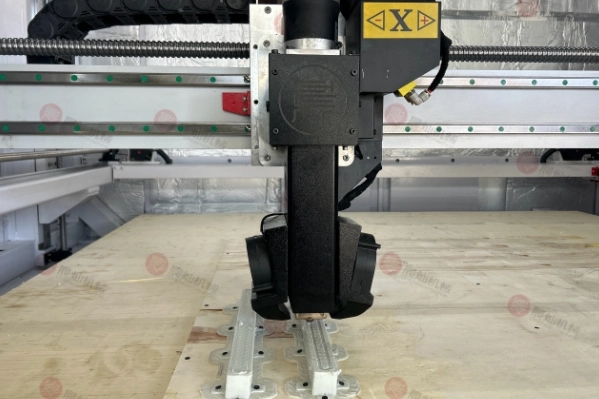
CHENcan’s High Efficiency Pellet 3D Printing Equipment for Mold Making is designed for this type of work. Instead of using filament, it processes plastic pellets directly. This allows for much higher material throughput, which is especially important when printing large structures where kilograms per hour matter more than fine cosmetic detail.
Pellet printing also helps reduce material cost significantly compared with filament-based production. For manufacturers making large molds or pattern components, this can improve both production speed and overall economics.
In many workflows, the best strategy is near-net-shape manufacturing: print the large form quickly, then finish critical surfaces with CNC machining. For companies focused on industrial mold making or pattern production, that combined workflow can be far more efficient than relying only on conventional desktop-style printing logic.

How Should You Choose the Right Technology?
A simple rule works well:
– Choose FDM when you need practical thermoplastic parts, lower material cost, and large functional prototypes.
– Choose SLA when you need finer detail, smoother surfaces, and more accurate visual or pattern-oriented output.
– Choose pellet-based industrial printing when your real goal is high-throughput production of large molds, patterns, or tooling structures.
The right decision depends on the part’s size, geometry, material requirement, surface expectation, and downstream process.

Why CHENcan Supports Industrial-Scale Additive Manufacturing
تشينكان combines CNC manufacturing experience with industrial 3D printing development to support customers who need practical production equipment rather than hobby-level output. With manufacturing roots dating back to 1998, in-house production capability, and experience serving global industrial users, CHENcan focuses on equipment that fits real workshop conditions.
For customers working in mold making, pattern production, and large-format manufacturing, the goal is not only faster printing. The goal is a stable, economical, and production-ready workflow.
أسئلة متكررة
Q1: Is SLA always faster than FDM?
A: No. SLA often builds detailed layers more efficiently, but total job time also includes resin settling, washing, and post-curing. In some large or cost-sensitive applications, FDM may still be the more practical option.
Q2: Why does FDM slow down on complex parts?
A: Because the nozzle must physically trace every wall, contour, and infill path. More geometry means more motion, more stops, and more total print time.
Q3: Does material type affect 3D printing speed?
A: Yes. In FDM, thermal behavior and flow stability matter. In SLA, resin viscosity and curing behavior also influence how quickly the process can run.
Q4: When is pellet 3D printing a better choice?
A: It is especially useful for large molds, patterns, and tooling where high material throughput and lower material cost matter more than fine cosmetic detail.
Q5: Can CHENcan support workflows that combine printing and CNC finishing?
A: Yes. That is one of the practical advantages of combining large-format additive manufacturing with CNC machining in industrial production environments.


