
Energy manufacturers are under pressure to validate new parts faster while keeping development spending under control. Industrial 3D printing can reduce prototyping cost substantially by cutting dedicated tooling, lowering material waste, and shortening design iterations. A reduction of up to 40% is realistic in workflows involving sand molds, casting patterns, or complex one-off prototypes, although the exact result depends on part size, geometry, material, and downstream finishing needs.
This is why many plants are rethinking how they make early-stage patterns and molds. CHENcan brings CNC and industrial 3D printing experience into that discussion, with manufacturing roots dating back to 1998 and long-term work with industrial users across global markets. The practical value is not printing for its own sake, but building a faster and more controllable prototype workflow.

Why Are Energy Manufacturers Turning to 3D Printed Molds and Patterns?
Traditional pattern making still works well for stable, repeatable designs. It becomes less efficient when energy teams need rapid revisions, custom internal channels, or large forms that are expensive to remake after each engineering change. In those cases, the cost of the prototype is driven by more than raw material; it also includes skilled labor, storage, correction work, and waiting time.

Energy components often contain complex flow paths, curved surfaces, deep cavities, or geometry that is difficult to produce with conventional manual pattern methods. Additive manufacturing creates the form layer by layer, which makes complexity easier to handle during early validation. The engineering team can test ideas before committing to a slower and more expensive production route.
The need for speed is also increasing. Wind, hydro, thermal, and power-system manufacturers face tighter project schedules and more frequent design updates. A prototype workflow that adapts quickly helps procurement, engineering, and production teams make decisions before delays spread through the rest of the project.
Where Do the 3D Printing Cost Savings Actually Come From?
The cost advantage becomes clearer when the entire prototype cycle is examined rather than only the price of a machine or a single printed item. In many energy-sector applications, savings come from four connected changes.
First, industrial 3D printing reduces the need for dedicated wooden patterns, temporary tooling, and the storage space tied to low-volume development work. When a design changes, a digital file can be updated instead of rebuilding a physical pattern from the beginning.
Second, additive workflows can use material more selectively than subtractive pattern-making routes that begin with a large block and remove most of it. This matters for sand molds, polymer patterns, and large-format prototypes where wasted stock also adds handling and disposal cost.
Third, iteration becomes faster. Moving from a revised CAD model to a physical mold or pattern in a much shorter cycle improves engineering response time and can reduce the hidden cost of stalled downstream decisions. The financial impact is often strongest when a part must be tested several times before release.
Finally, a better-matched workflow reduces rework. Fewer handoffs between design, pattern making, and correction stages mean fewer opportunities for dimensional drift or communication mistakes. This is why an “up to 40%” reduction is most credible in projects where tooling cost, revisions, and waiting time are all significant.
How Does 3D Printing Improve Complex Energy Component Development?
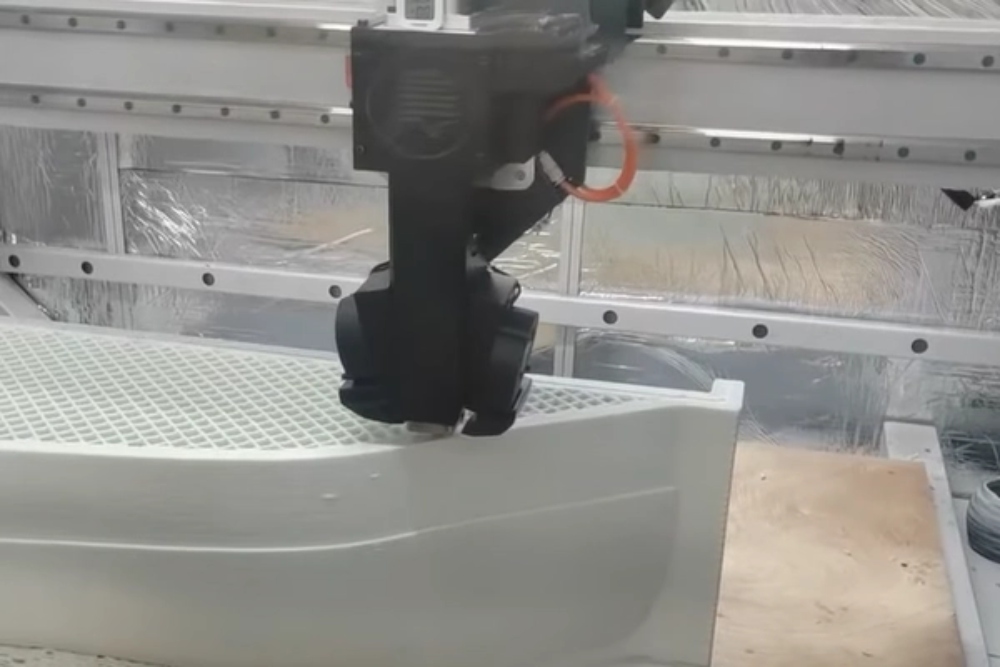
Industrial 3D printing is especially valuable when the prototype itself is geometrically demanding. Impellers, pump forms, cooling passages, turbine-related patterns, and other parts with smooth internal transitions are difficult to simplify without changing the function being tested. A printed pattern preserves more of the intended design during the validation stage.
It also makes design comparison easier. Instead of limiting the team to one or two expensive variants, engineers can evaluate several options, compare fit or casting behavior, and decide which version deserves further investment. That improves the quality of the final engineering decision, not only the speed of the first sample.
For manufacturers, the key benefit is control. The team can align prototype fidelity, build size, and finishing effort with the actual purpose of the test. A rough concept model and a casting-ready pattern do not require the same process, and a flexible additive workflow helps separate those needs.
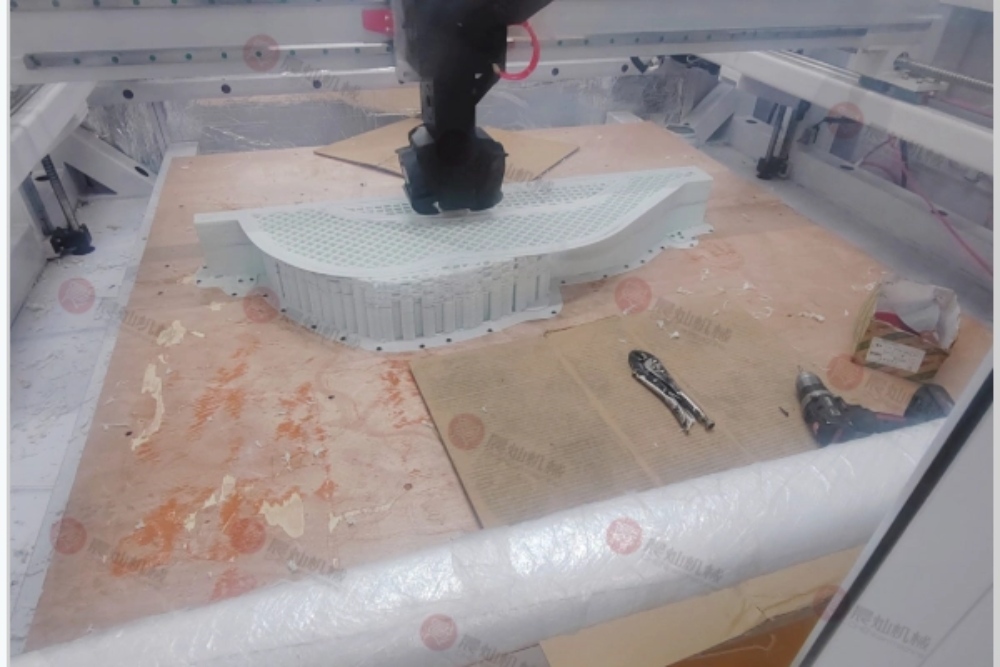
When Does the DF1616 Hybrid Printing Workflow Make Sense?
For projects that need both fast form generation and more controlled finishing, the DF1616 High Speed Automatic 3D Printer Machine for Mould Making is positioned around a hybrid workflow. It combines additive build logic with precision finishing steps so the prototype can move closer to a usable mold or pattern within one coordinated process.

This matters when surface condition, edge definition, or fit-sensitive contact zones cannot be left to printing alone. Printing can create the near-net shape quickly, while milling refines the areas that need tighter control. The result is a workflow that balances speed with the dimensional expectations of industrial mold making.
A hybrid approach can also reduce manual intervention. When fewer steps move between separate machines or external vendors, the process becomes easier to schedule, inspect, and repeat. That is useful in energy prototyping, where the same design may return for adjustments more than once.
When Is the DF2016 Better for Large Energy Patterns?
Large pump sections, turbine-related forms, and oversized industrial patterns require a different kind of capacity. The DF2016 Industrial 3D Printer Machines for Pattern Making is better aligned with applications where build volume and pattern scale are the dominant concerns.
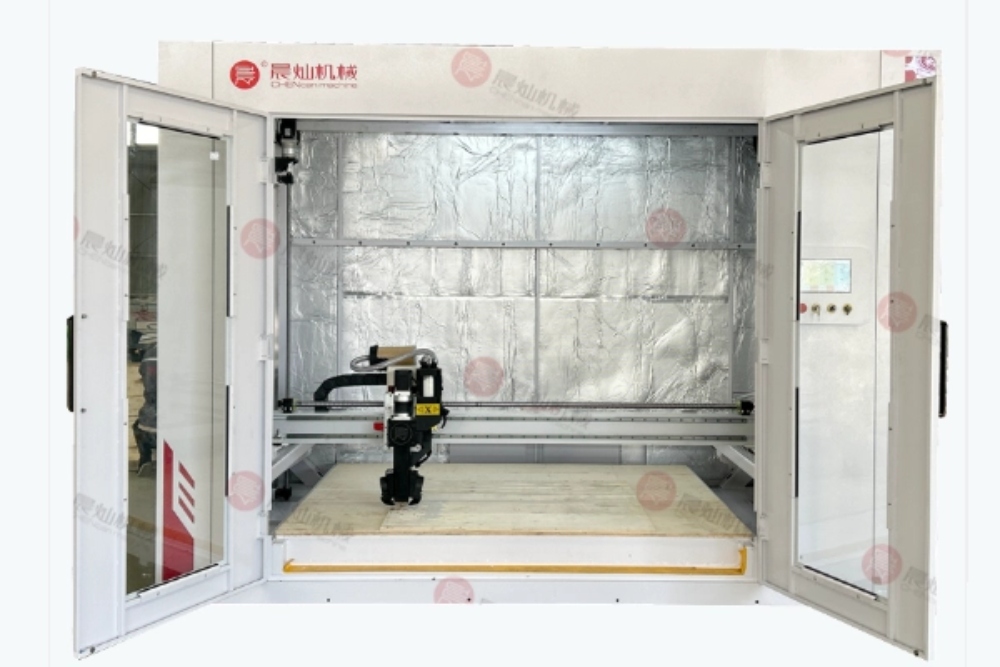
A larger build area can reduce the need to split a prototype into multiple segments and bond them afterward. Fewer joints mean fewer alignment risks, less hand finishing, and a more representative form during casting or inspection. This becomes important as energy components grow larger and more structurally demanding.
The machine choice should still follow the job. If the project needs a large one-piece pattern, the DF2016-style approach may be more efficient. If the job needs a tighter print-and-finish loop on a smaller mold or test form, a hybrid system such as the DF1616 may deliver better process balance.
How Should Energy Teams Evaluate ROI Before Adopting Industrial 3D Printing?
A simple evaluation method works well. Before investing, manufacturers should map the costs and delays in their current prototype route, then compare them with a print-based alternative.
- Count how often a pattern or mold is revised before approval.
- Estimate current spending on tooling, storage, rework, and outsourced pattern changes.
- Identify parts whose geometry creates long manual fabrication cycles.
- Review whether downstream casting, milling, or inspection steps benefit from a more consistent near-net form.
The strongest return usually appears where several of these factors overlap. Industrial 3D printing is not automatically cheaper for every prototype, but it becomes compelling when the development process is complex, revision-heavy, and sensitive to lead time.
Why CHENcan Supports Production-Ready Energy Prototyping
The most useful equipment strategy is tied to a real workshop problem. CHENcan’s value proposition is strongest when a buyer needs to connect machine selection, material choice, and post-processing expectations into one practical production plan. That is more relevant than selecting equipment only by headline speed or build size.
For energy manufacturers comparing traditional pattern making with digital mold and pattern workflows, support during application matching, installation, and operator training helps determine whether the equipment produces durable savings after delivery. A stable workflow, not a one-time demonstration, is what protects return on investment.
Companies that want to review their current prototype bottlenecks can begin by sharing part size, material route, and annual prototype volume through the contact page. Those inputs make it easier to judge whether the next improvement should focus on speed, scale, finishing control, or all three.
FAQ
Q1: Does industrial 3D printing always reduce prototyping cost by 40%?
A: No. The reduction varies by workflow. The strongest savings usually come from projects with costly pattern tooling, frequent design changes, and geometry that creates long manual production cycles.
Q2: Which energy-sector prototypes benefit most from 3D printed molds and patterns?
A: Complex or low-volume development work often benefits most, including pump forms, impeller-related patterns, custom cooling paths, and large casting prototypes that would otherwise require expensive pattern revisions.
Q3: Why combine additive manufacturing with CNC finishing?
A: Printing creates the near-net form quickly, while CNC finishing improves selected surfaces, contact zones, or dimensional features that need tighter control before inspection or casting.
Q4: How should a factory choose between the DF1616 and DF2016?
A: The DF1616 is better suited to a hybrid print-and-finish workflow, while the DF2016 is more relevant when large-format pattern size is the main requirement. The right choice depends on build dimensions, finishing needs, and part complexity.
Q5: What information helps estimate whether the investment will pay back?
A: Start with prototype volume, revision frequency, current tooling cost, lead-time pressure, and the percentage of jobs that involve complex geometry or large patterns. Those factors reveal where digital pattern making can create the most value.




