
Automotive composite components do not depend on one universal tolerance number. The real goal is to maintain repeatable profile accuracy, hole-position consistency, clean cut edges, and predictable assembly fit across production batches. In layered boards, carbon fiber, honeycomb panels, and resin-based materials, small errors can create downstream sealing issues, visible gaps, or extra hand rework.
That is why tolerance control should be treated as a production system, not simply a machine specification. CHENcan approaches this topic from the factory side, combining long-term CNC development experience with equipment built for industrial cutting, routing, and mold-making applications.
Why Are CNC Tolerances Harder to Hold in Automotive Composite Manufacturing?
Composite materials react differently from metal. Some panels compress under clamping, some layered structures can tear or delaminate near the edge, and carbon-fiber or resin-based materials may require different tool engagement strategies. A cut that looks acceptable at first glance can still create trouble during final assembly if the dimensional result drifts from one batch to the next.
Fixturing and vibration also matter. If a lightweight board moves during machining, the tool path may remain mathematically correct while the physical part does not. This affects panel outlines, window and door openings, drilling positions, and mating edges used in vehicle interiors or body assemblies.
In automotive work, the cost of tolerance loss is rarely isolated to one part. A small deviation can affect fit-up, sealing, noise control, visual alignment, and aerodynamic or thermal performance. That is why repeatability often matters more than producing one unusually good sample.
Which Tolerance Areas Create the Most Assembly Risk?
Profile accuracy is usually the first concern. If the outer contour of a composite component is inconsistent, the part may not sit correctly against frames, seals, or adjacent panels. Rework then shifts from machining to the assembly line, where it becomes more expensive and disruptive.

Hole position and opening geometry are equally important. Fastener locations, wire passages, window cutouts, and trim interfaces must align with the next operation. Even when a material is easy to cut, positional inconsistency can compromise the finished vehicle.
Edge integrity is the third major area. A component that meets nominal dimensions but shows fiber pull-out, crushed core material, or ragged layered edges may still fail quality expectations. For that reason, tolerance should be considered together with cut quality and surface condition.
Finally, manufacturers should watch repeatability across shifts, tools, and operators. A machine that performs well only under ideal demonstration conditions does not provide the same value as one that maintains stable results in daily production.
How Does CNC Equipment Improve Repeatable Accuracy in Composite Parts?
A rigid machine structure helps control the foundation of accuracy. When the frame, gantry, and drive system resist deformation during cutting, tool engagement becomes more predictable and vibration has less opportunity to distort the finished profile. This is especially important for large panels and curved mold surfaces.

Spindle stability and motion behavior come next. Composite materials often reward smooth cutting rather than aggressive machining. Consistent spindle performance, appropriate feed strategies, and controlled acceleration reduce chatter, poor edge quality, and unnecessary tool wear.
Calibration software becomes more valuable as geometry grows more complex. In five-axis machining, features such as RTCP help the tool center remain coordinated as the head rotates, which improves path reliability on mold surfaces and compound curves. This is one of the practical reasons buyers evaluate high-accuracy 5-axis CNC systems when automotive molds or contoured composite parts are involved.
Dust management, workholding, and tool selection complete the system. Composite accuracy is not protected by axis motion alone. The material must remain supported, the cutting zone must stay controlled, and the tooling choice must match the board or laminate being processed.
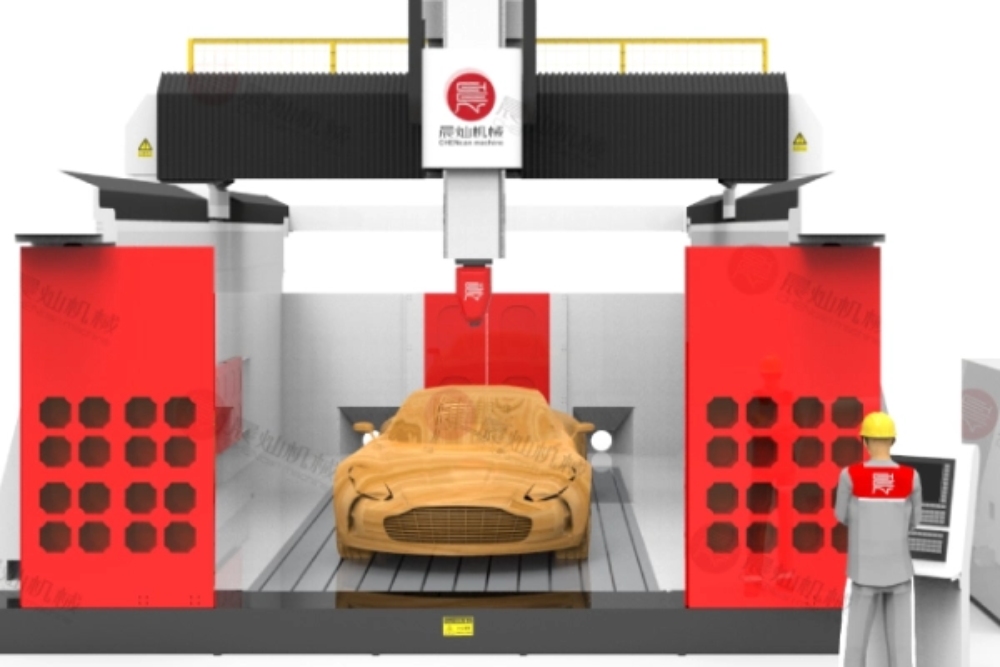
When Does the SF3565T-5S Fit Large Automotive Mold Making?
For full-size vehicle molds, large resin models, and complex body surfaces, the SF3565T-5S Big Size 5 Axis CNC Router for Car Mold Making is relevant because it focuses on broad working range and multi-axis access. The goal is to reach more of the part in one setup rather than creating avoidable positioning errors through repeated re-clamping.
That setup advantage matters. Every time a large mold is moved, alignment risk returns. A five-axis machine that approaches complex surfaces from the proper angle can reduce manual adjustment, improve surface continuity, and make the machining process easier to standardize.
The fit is strongest when the work involves automotive forms, resin tooling, carbon-fiber-related mold development, or other projects where scale and surface complexity must be handled together. In simpler flat-panel jobs, a different machine architecture may be more economical.

How Does the GM3010AH Improve RV and Camping-Car Panel Processing?
Panel-based vehicle production creates a different tolerance challenge. The GM3010AH Composite Board Processing Center for Camping Car Making is aimed at layered boards used in RV, camping-car, and similar large-panel applications where clean outlines, openings, and repeatable assembly features matter.
In those workflows, the machine must support boards securely while cutting windows, doors, cable openings, piping holes, and edge profiles. Stable vacuum workholding and a process designed for mixed panel structures help reduce movement, crushed core areas, and inconsistent edge conditions.
The production benefit is not only faster cutting. It is also the reduction of manual correction after machining. When one system produces more of the required operations in a controlled sequence, the finished panel is more likely to fit correctly at the next station.

How Should Buyers Choose a CNC System for Composite Tolerance Control?
A strong purchasing decision begins with the real application rather than a generic accuracy claim. Buyers should compare machine options against the materials, shapes, and batch sizes they actually plan to process.
- Ask for results on the same or similar composite materials used in your factory.
- Review workholding, vacuum zoning, dust control, spindle stability, and machine rigidity together.
- For complex molds, confirm how calibration and five-axis path control are handled.
- Check training, spare-parts access, and after-sales support before treating accuracy as a long-term promise.
The right machine is not always the most complex one. It is the configuration that delivers the tolerance stability, surface condition, and production rhythm required by the intended automotive workflow.

Why CHENcan Is a Practical Partner for Automotive Composite CNC
Machine performance is easier to trust when the supplier understands the production context behind the specification. CHENcan’s company profile emphasizes long-term equipment development, factory-side manufacturing capability, and support for industrial users that need more than a one-time machine delivery.
For automotive composite projects, the practical value lies in matching equipment structure, application needs, and service support. A buyer evaluating molds, RV panels, or mixed composite components benefits from a partner that can discuss not only cutting speed, but also workholding, accuracy stability, operator training, and long-term maintainability.
FAQ
Q1: Which CNC tolerance factors matter most for automotive composite components?
A: The most important factors are repeatable profile accuracy, hole-position consistency, cut-edge quality, and reliable assembly fit across batches. The exact acceptable tolerance still depends on the part and the downstream assembly requirement.
Q2: Does RTCP technology help with automotive mold accuracy?
A: Yes. In five-axis work, RTCP helps coordinate the tool center as the spindle head changes angle. That improves path control on contoured mold surfaces and reduces the risk of manual compensation errors.
Q3: Can the GM3010AH process foam, honeycomb, and other layered board materials?
A: It is designed for composite-board workflows where those materials are common. The exact setup should still be matched to the panel construction, tooling, and holding strategy. Buyers can review the GM3010AH processing center when evaluating camping-car and RV panel applications.
Q4: Is a five-axis CNC router always necessary for automotive composites?
A: No. Five-axis capability is valuable for molds and complex curved surfaces, but many flat or layered panel tasks are better served by a machine designed specifically for stable panel processing. The application should determine the architecture.
Q5: What protects tolerance performance over time?
A: Rigid machine structure, correct workholding, tool selection, dust management, calibration checks, and operator training all matter. Long-term accuracy is a system outcome, not only an axis specification.



